




锻造于骨科植入物
发布时间:2010年06月25日 阅读次数:446
作者:Wall, A. and Heffron, P.
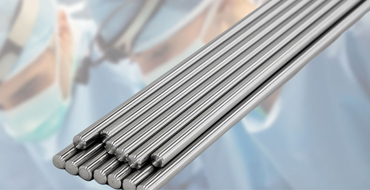
锻造的过程需将特定高温的金属以模具挤压成型,能比其他方法产生较高的金属强度,与铸造(casting)需将金属熔化注入模具中的过程迥异。锻造产品化的过程需不断的测试与检验以求得最佳化的输出。就其技术而言,设计及发展精准的模具有助於植入物的成型。一般来说,锻造品的强度高过铸造品。不锈钢首先於1900年中期被成功的锻造成植入物。由於不锈钢具有不错的强度与生物相容性,很早就被视为是成功的植入物材质。於1970至1980年代,钛金属由於优良的生物相容性被开始使用,从较粗大的型体(公差±0.020寸)到较精细的股骨球头、股骨柄锥型物(公差±0.005寸)都有。如同不锈钢的锻造,早期钛金属锻造需依赖大量的次加工,包括铣床、车床、手加工磨光等,才能达到最终所要的产物。到了80年代的中後期,更先进的设备与技术提升了生产效率,减少许多机器与手加工的过程。
锻造程序====================
锻造主要包括四个程序,分别是锻压(forging press)、钢模工具制作(Tooling)、压铸锻胚(Forge Blow)、整修(Trimming),以下介绍锻造的过程∶
步骤一∶锻压
锻压能产生兜拢(bring together)的效果,提供锻件力学上的强度,通常藉著垂直方向的挤压。锻压的型态有许多种,针对植入物可使用其中三种,包括液压锻压(hydraulic presses)、机械锻压(mechanical presses)、螺旋锻压(screw presses),范围由200至1600公吨,依不同植入物属性选择适用的锻压模式。
步骤二∶钢模工具制作
大部分的骨科植入物锻造品都是由一系列的钢模冲压成形,该些钢模均经过後热处理(after heat treat)使其强度界於50-55 Rockwell。该些钢模的尺寸由2D及3D的软体设计,且已补偿相关尺寸变因,包括材料的热胀效应、机械强度、打磨的公差等。一组(set)钢模包括上下两部份,分别是3D植入物的一个半边,称作封闭式钢模锻造(close die forging),是现阶段骨科植入物的标准锻造法,而一个植入物依其原件的精细度不同,常须2-4组钢模渐进的塑至所需的型体。电脑辅助模拟(Computer Aided Simulation) 能协助整个锻造过程的精准度,协助数据的整合与验证,并协助钢模工具的开发。其优点还包括可判定当钢模挤压靠拢时材料的运动方向,藉著钢模的设计来排除锻胚中可能潜伏的应力,排除锻胚内的热效应因素。
步骤三∶压铸锻胚
在钢模工具制作完成後,即可执行压铸锻胚。首先一组钢模就定位,一个已经预切割与预热的锻胚会落入钢模的下半部,随後上半部的钢模会很快的下压并与下半部的钢模密合,随即两钢模被分开。若尚有其他组的钢模,则会先执行清理工作後重复先前步骤。完成後锻件型体已经成型。
步骤四∶整修
当钢模压印完成後,被挤出模外的料仍附著在锻胚上,需再处理。专做整修用的模具可将植入物轮廓外多出的材料清除。
锻造的优势===================================
较多的骨科植入物选择锻造而非其他方式,主要原因是锻造品具有较高的降伏强度。当使用钛金属时,锻造的费用通常会比铸造(casting)便宜,典型的非骨水泥式的髋关节股骨柄元件或胫骨元件就是使用锻造钛。然而当使用钴铬金属时,锻造的费用就会比铸造贵,此时,当张应力破坏强度不是最主要的考量因素时 (例如人工膝关节的股骨元件),可采用铸造。若强度是首要的考量,则推荐采用锻造的钴铬合金。锻造过程的热处理使材料结晶重排(refine the grain flow orientation),具预测某应力点强度的特性,而铸造无法具备此特性。锻造品具有较小的结晶,因而强度较强,表面的磨耗也较少,降低疲劳破坏的机率。此外,锻造品的尺寸较容易预测与掌握,尺寸稳定性较铸造为佳。锻造品致密无孔洞,而铸造品则较常受污染且有孔洞,造成冶金的失败,在空气中浇铸的过程是造成污染的原因,为了预防之,可采用氩气隔离或采用抽真空的方式来减少孔洞。然而,过程中难免仍产生微小的气泡,这也是为什麽铸造的植入物需要x-ray或其他非侵入式的筛检与测试,而锻造品不需要。






 关注公众号
关注公众号